India & China Are More Than ZLD

About the author:
Gunseli Mendi is business development specialist for Hyrec. Mendi can be reached at [email protected].
The typical zero liquid discharge (ZLD) configuration is pretreatment followed by reverse osmosis (RO), thermal evaporation and thermal crystallization. Shifting the burden of the process to RO makes sense because RO is the most efficient method to desalinate low-salinity water streams.
However, high-pressure RO can concentrate wastewater only up to 10% total dissolved solid (TDS), with an osmotic pressure of about 80 bars.
For higher salinities, thermal technologies are used to concentrate brine streams to approximately 20 to 25% TDS brine. Thermal concentration is the highest operational expense (OPEX) item in the ZLD process, making up 80% of the total operating cost. Scaling and corrosion due to the technical limitations in the evaporation of RO reject water reduces the life and efficiency of evaporators. The need for alternative technologies is clear.
Inclusion of osmotically assisted reverse osmosis (OARO) eliminates the need for a thermal brine concentrator, recovers and concentrates valuable salt brines, and significantly reduces energy costs.
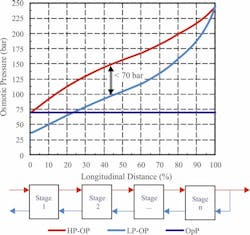
OARO is a competitive alternative to thermal evaporators for brine concentration. OARO enhances RO’s concentration capability up to 260,000 parts per million using only 70 Bar of pressure. It is a competitive alternative to thermal evaporators for brine concentration applications.
In OARO, the permeate flows from the high-pressure side to the low-pressure side of the membranes, as in standard RO. Unlike RO, OARO utilizes two feed streams. The first is the same RO feed stream, dewatered through the membranes and leaving the module with increased concentration.
Some of the concentrated RO stream is then recycled back to the opposite side of the membranes as a second feed stream. It is diluted through the membranes and leaves the module with decreased concentration. The reduced osmotic-pressure difference between the feed and permeate sides allows the treatment of ultra-saline feeds at pressures as low as 70 Bar. OARO’s maximum recovery is not limited by the burst pressure of standard RO membranes.
The graph (Figure 2) shows the osmotic pressure profile at high-pressure and low-pressure sides. OARO maintains the pressure difference in a safe range to protect the membranes and optimizes the net driving pressure to minimize energy consumption.
Potential in India
The textile industry in India is an attractive market for ZLD. In fact, ZLD is mandatory for textile manufacturers in several states.
Textile manufacturers use large amounts of sodium sulfate (Na2SO4) and sodium chloride (NaCl) as catalysts to facilitate dyeing action on fabric. Mixed salts from current ZLD operations are not fit for reuse in textile processing. Technology such as OARO can help recover and reuse salts from wastewater, and high-purity salt recovery can partially offset ZLD’s operating costs.
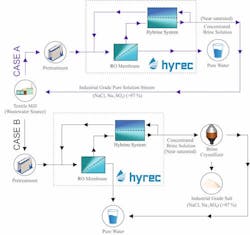
OARO is particularly feasible for textile manufacturers because it allows them to use a higher-TDS brine in their manufacturing process. With the OARO technology, they will recover not only more water but also valuable salts, such as sodium sulfate and sodium chloride, for direct use in their dyeing process.
Figure 3 shows OARO’s textile applications. Salts from effluents can be concentrated to saturation levels with membrane concentration technology.
Potential in China
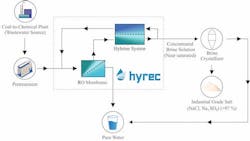
The coal-to-chemical or coal to X (CTX) process starts with a coal gasifier, followed by the unit operations necessary to convert the gasified products into alternative fuels and chemicals such as methanol, ammonia, fertilizers and olefins.
China is the largest coal producer and consumer in the world. Coal resources in China are concentrated in the water-stressed regions in the north and northwest. Shanxi, Guizhou, Shaanxi and Xinjiang provinces and Inner Mongolia have 80% of China’s coal and only 10% of its water. ZLD is a suitable solution for these regions. The Chinese government recently mandated ZLD for all new coal-to-chemical plants.
Producing industrial-grade salt instead of mixed salts is the latest trend in coal-to-chemical ZLD process; the disposal of mixed salts is a big challenge. Chloride and sulfate are the most common ions in CTX ZLD, and sodium sulfate and sodium chloride are the major salts acquired (Figure 1). These salts have commercial value. Sodium sulfate is used in surfactants, detergents and glass manufacturing. Sodium chloride is a food ingredient and an important raw material for industrial processes, including chlor-alkali and soda ash production.
OARO can be integrated into an existing RO plant as a tail unit to increase water recovery and concentrate brine streams. The technology concentrates salts other than NaCl and Na2SO4, for example, CaCl2, MgCl2 and LiCl. Compared to other concentration methods—such as thermal evaporators, MVR and electrodialysis—it saves more than 40% in capital expenses and up to 60% in operating expenses.
Hyrec has been operating a near-commercial size plant with a feed capacity of 7.35 cu meters per hour since February 2018. Operational data show that the OARO dewatering process improves the recovery of RO for high-salinity brines and consumes less energy than thermal brine concentrators. Hyrec is planning to commercialize its technology in 2019 with partners from the U.S., Indonesia, Kuwait, Japan, India and Germany. The company is planning to be in a fully commercial stage by the end of 2019.