Conductivity, Purity & Reuse

About the author:
Bryan Brister is CEO of Voltea. Brister can be reached at [email protected].
High water consumption is extremely common in the automotive industry, as nearly 39,000 gal of water required to produce a single car. A large portion of this water consumption is attributed to paint lines, where processing equipment must regularly be cleaned and pure water must be used to rinse vehicles after the coating process. This leads to thousands of gallons of water being used weekly.
High-quality water is especially important in automotive paint lines, where a brand’s reputation and standard of quality is visible to potential and current customers.
Within an automotive paint line process, there are many water demands and issues that need to be addressed. Sustainability and environmentally responsible processes are becoming more of a requirement for commercial and industrial businesses, and leading brands can make the most difference by setting an example for others to follow.
An automotive manufacturing plant based in Ohio faced a particular challenge—assembling seven different vehicle models that produced millions of gallons of wastewater in the process.
The plant’s low water recovery rate was a major pain point. This not only was an environmental concern for the customer, but also yielded hundreds of thousands of extra dollars per year in water treatment and labor costs. Additionally, it was concerned about the types of wastewater regulations that had been enacted in many areas around the U.S., requiring limits on the type of discharge from the plant.
The facility was ready to forgo traditional, antiquated water treatment technology options for an advanced, purification system using electric currents that has now proven its value.
Low Recovery, High Costs
Automotive manufacturing demands extremely pure water, requiring the Ohio plant’s incoming municipal water to be heavily treated. The facility considered standard water treatment technologies such as reverse osmosis (RO), but none of them delivered a sustainable, long-term solution to energy and cost savings, as well as wastewater reduction.
With traditional chemical-based treatment methods, the plant would be faced with high operating costs, along with an extremely labor-intensive process that would only add to the price tag. Water would have to be monitored and adjusted based on incoming water quality.
Paint line wastewater traditionally is disposed of as hazardous waste or must undergo extensive pretreatment before disposal due to the chemicals used to treat the water, making it unsafe to recycle. Both situations result in high costs.
The automotive manufacturer needed to find a less expensive and complex way to reduce wastewater production and decrease the volume of city water required. Treating the water from the paint line rinse baths and reusing it is one option to improve the water footprint while reducing operating expenses.
It was time to implement a new water treatment method that would reduce the plant’s workload, increase the water recovery rate and reduce overall costs.
Voltea’s Membrane Capacitive Deionization (CapDI), a tunable, salt-free, chemical-free water purification technology, treats all wastewater by removing salt ions and total dissolved solids, or electrical conductivity (EC), via an electrical current.
The Industrial Series 12 (IS-12) system that was installed enabled the plant to reduce the municipal water feed and decrease the wastewater produced. The technology lowered the conductivity to equal or better than the city water quality, allowing it to be recycled back to the pretreatment process, saving the plant just under 2 million gal of water annually.
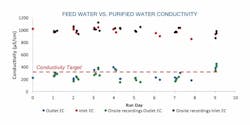
Feedwater to the CapDI system was taken from a stage-5 paint line and stored in a buffer tank. This water then was passed through a 3-μ nominal bag filter before entering the system for purification. Feedwater to the system had a conductivity of approximately 1,200 μS per cm; the target conductivity for purified water was 300 μS per cm. This target was chosen so that purified water would be of similar quality to the raw city feedwater that it would replace.
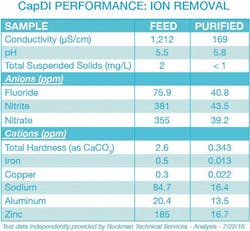
Voltea’s CapDI system was set to a fixed ion removal rate to meet the water requirements. The table on page 12 lists a sample of the feed water characteristics sent to the system, and the resulting purified water that was delivered after purification.
Importantly, the level of zinc, iron and copper ions in the purified water were decreased by 91%, 97% and 93%, respectively, and the concentration of nitrites and nitrates reduced by 89%. Hardness and conductivity were reduced by 87% and 86%, respectively. This purification process was obtained at an energy cost of <0.9 kWh per cu m (3.5 kWh per kgal) purified water, enabling cost-effective water reuse.

The above was achieved at more than 80% water recovery, so more than 80% of the water sent to the CapDI system was returned for reuse, thereby reducing the amount of municipal water consumed. The high water recovery also resulted in a smaller volume of waste that would require treatment before discharge, resulting in reduced operating expenses.
The water recovery was maintained by implementing a fully automated clean-in-place twice a week that utilized low-cost, non-hazardous citric acid and compressed air.
The below graph represents the target EC set by the automotive plant, the level of feedwater EC and the CapDI EC output results over a sample 10-day period.
CapDI technology stands out from traditional water treatment methods because it tunably adjusts the feedwater no matter the incoming water quality. There is no need for operators to manually adjust the technology to achieve the perfect water quality; instead, they simply set the desired output quality and the technology maintains that level through self-monitoring.
In northern areas of the U.S. where there are many weather fluctuations and icy conditions, municipalities and other water sources experience heavy water quality inconsistencies due to runoff from salt-treated icy roads. During times of warmer temperatures in the winter, the ice and snow will melt, and combined with the rock salt, will add a higher level of salinity to any incoming water source feeding the CapDI system. The system's self-monitoring adjusts automatically to accommodate these variations.
After implementing Voltea’s CapDI technology, the automotive plant soon saw impressive results. The paint line rinse water could be reused, allowing for lower municipal water consumption while collectively reducing waste volumes and associated disposal costs. The plant realized $100,000 in annual labor savings and recovered 1.875 million gal of water every year.
“Traditional water treatment methods were not only expensive, but extremely inefficient to operate,” said the automotive executive, who requested to remain anonymous for this article. “Having Voltea’s system in place has been greatly beneficial. We’ve been able to significantly improve our sustainability efforts while decreasing operating expenses. And the best part is, the technology has helped us achieve all of that within a matter of just three months.”
Making the switch to a new technology allowed the automotive manufacturer to produce and recycle quality water for its paint line process.