The Brains Behind the Beauty
Grant Van Hemert, P.E., is a water wastewater applications specialist for the Schneider Electric Water and Wastewater Competency Center. He has 15 years experience in water and wastewater automation, and another five years in automation and control engineering. He is a registered P.E. in the state of North Carolina and is the chairperson for the AWWA Instrumentation and Control Committee. Van Hemert can be reached at (919) 217-6367 or [email protected]
If you look around the major water shows, and visit facilities on a regular basis, one fact becomes obvious: water and wastewater treatment is filled with specialized equipment and processes. These processes include belt presses, oxidation ditches and membrane systems, making the equipment manufacturers a huge part of the efforts to process water. While their solutions are beautiful, most have one item in common. They rely on electrical, automation and control solutions to operate the treatment equipment. This is the brains behind the beauty, and it can have a big impact on the solution. Click here to read more.
When it comes to this aspect of water and wastewater treatment, equipment manufacturers and facilities face many challenges, which include:
- 1. Conflicting priorities;
- 2. Nationalization to globalization;
- 3. Shrinking labor pool;
- 4. Supply chain dynamics;
- 5. Counterfeit and cloned products; and
- 6. Energy savings.
Conflicting Priorities
Most projects are bid, so to compete, suppliers must keep costs low. One way is standardization of electrical, control and automation equipment, however each project has a specification that dictates the electrical, control and automation equipment. To comply with the specification, a supplier may deviate from its standard. This can be expensive and interfere with equipment suppliers cost cutting priorities.
The first question a water equipment supplier might ask in solving this dilemma is “what are the consultants interested in specifying?” When working with automation this usually is the PLC, plant network and SCADA system, but often the Input and Output (I/O) methodology is not specified.
Input and Output devices are part of the specified PLC platform, through remote I/O devices. Remote I/O devices can communicate to a PLC over a network, and each PLC has one or more preferred networks. Some remote I/O solutions support multiple networks, therefore you can use the same remote I/O system to support a variety of PLC platforms.
Let’s look at a membrane system. Each system includes skids that contain the membrane modules. Each skid has its own set of pumps, valves and instruments, as well as a control panel that houses the motor starters and other devices to operate the skid. These panels connect via a network to a master control panel.
In each skid control panel, you could use a remote I/O system similar to the Schneider Electric Advantys STB Distributed I/O system. This system would have a location for a network interface card.
If a Schneider Electric PLC is specified, you use one type of card. If another brand is specified, then a different card is used. The only modification is the network card; everything else on the skid’s control panel would be standard. Only the master control panel would be designed for the project. This solution satisfies the desire to keep cost low.
Nationalization to Globalization
Most equipment suppliers have only one location, or a main location with satellite sales offices. This main location typically has the electrical, control and automation expertise for the company, while the company’s projects are all over the country or world. This is challenging because the equipment suppliers may not be able to reach a facility easily when issues arise, leading to phone-based troubleshooting that can be time intensive and frustrating for both the supplier, and the facility operations staff.
The larger electrical equipment manufacturers have global service teams that can augment a water treatment equipment suppliers’ teams. The global reach of these teams mean that a treatment supplier can have a single source of support no matter where the installation exists. Furthermore, electrical equipment suppliers’ service teams are involved in many markets outside of water and wastewater, meaning the teams can utilize crossmarket experience to uniquely resolve challenges.
Care must be taken since some electrical equipment manufacturers own water treatment equipment suppliers. These electrical equipment manufacturers might have a commercial interest in knowing a supplier’s proprietary code. Others, such as Schneider Electric, do not supply water treatment equipment. Their service arms do not have a commercial interest in proprietary code.
Shrinking Labor Pool
It is well known that the water and wastewater labor pool is shrinking. To fill the void will require new employees that may not have been around when the equipment was started, or who have very little experience at all. If the operator and maintenance crew is not up to speed, then this can result in warranty and service challenges for the facility and the supplier.
One way to address this is through the creation of maintenance videos. These videos can show how pumps are torn down, bearings are changed, filter media is replaced or any other important maintenance criteria. The question is how these videos are stored for later viewing. Yesterday, facilities might have made VHS videos. Today’s digital media revolution has made these almost obsolete. However these videos can be lost in a desk drawer, or if a computer is replaced.
Another answer is simple: Some operator interface terminals, such as Schneider Electric’s Magelis series, have the ability to store and display videos. Since these devices would be part of the electrical equipment supplier’s control system, this option provides a logical location for storage. Also, since the panels are often located near the machine, this provides easy access for repeated viewing during maintenance.
Supply Chain Dynamics
Electrical suppliers’ distribution models are based on a combination of their core business model and financial strength. A water and wastewater treatment equipment supplier may have a great relationship with a supplier, but that supplier may not have strong representation at the facility where the equipment will be located. This can have an impact on a project in two separate ways.
The first way impacts the water treatment equipment supplier. Startup time is perhaps the most expensive time that a water treatment equipment supplier faces. This is because the startup person’s salary is coupled with hotel, food, flight and car rental expenses. Finally, if the trip is delayed, then airline fees become a real factor. During startup, the water treatment supplier’s startup person has many tasks to perform. These include instrument commissioning, valve and motor check out, automation system checks, integration tests, equipment integrity checks, process tests and operator training. If anything anomalous arrives, then this can push back that task list, and the cost for the trip can rise quickly.
For example, let’s assume that a part needs to be replaced and the startup person is in an unfamiliar part of the country and does not know what services are nearby. He must make phone calls to determine where the replacement part is located, then he may have to drive to the distributor, pick up the part and return to the facility. If the part is in the local town, this is not a problem, but if the startup person is in a remote area, and the part is in a major city, this can represent a multihour drive. The phone calls and the trip to pick up the part can extend the site visit and have an impact on project costs.
When selecting equipment for a project, time should be taken to compare the electrical, automation and control suppliers’ distribution channel. Since most suppliers have a web-based distributor locator, this comparison should take no more then a few minutes. The goal should be to select the supplier that has the closest qualified distributor to the facility, but this is not as easy as just looking for the closest distributor. Some electrical suppliers have a multitiered distribution channel, therefore some parts in the supplier’s catalog may not be available to all distributors. This is because some products require more advanced local support then others. Not all distributors’ customer bases can support these resources. Schneider Electric’s policy is that any Square D distributor can order any electrical, control and automation part, even if that distributor does not offer advanced support. Thus, if you only need a part, then one can be obtained at the closest distributor.
Counterfeit & Cloned Products
It is said that imitation is the most sincere form of flattery. If electrical equipment suppliers are “flattered” with illegal counterfeiting and cloning of their products, this practice can jeopardize reliability and life safety.
What is the difference between cloning and counterfeiting? Counterfeiting happens when someone makes a product they intend to sell as another company’s product. Cloning happens when someone makes a product that is sold as almost identical to another company’s product. In both cases, it may be almost impossible to distinguish the difference between the two units. For instance Schneider Electric sells circuit breakers under its Square D brand name. If another company copies the physical design of the unit and sells it as a Square D circuit breaker, then that is counterfeiting and illegal. If they sell the same unit under the “Square C” brand, then that might be cloning and is legal if no trademarks or patents are infringed. The legal line between cloning and counterfeiting can be very thin.
Cloners and counterfeiters make money off of another company’s intellectual property and reputation. They have little, if any, interest in producing a quality product. Counterfeiters take this one step further and copy approval agency marks, file numbers and device ratings without any assurance that the ratings are accurate.
For instance, a circuit breaker has a rating, known as the AIC rating that indicates the maximum current that the device can withstand. This is higher than the trip rating. A single-pole 120 VAC 15-amp counterfeit breaker could be marked for 10,000 amps, but actually explode at 3,000 amps.
How widespread is the problem? Most of the electrical equipment suppliers are aggressively trying to shutdown the trade and manufacture of these devices. Most of the leading manufacturers have websites that can provide information on identification and details that company’s strategy to eliminating the problem.
One of the challenges is that there are many paths in which counterfeit or cloned equipment can enter a facility. A water treatment equipment supplier, systems integrator, electrician, facility personnel or panel shop could accidently purchase and install one.
This mitigated when a water treatment supplier, systems integrator, electrician and panel builder verifies that all of their devices come from authorized distributors. Do not buy anything online unless you know the company and its website. This is especially true for an online auction site. Also, be prepared to show a chain of custody to the facility or consulting engineer. Keep the chain of custody for all components in the project file.
Energy Savings
The growing population needs water to quench its thirst and for crop growth, however power generation is also a large consumer of water—energy savings means water savings. The question is, how much water is saved? To answer this, we must look at several factors.
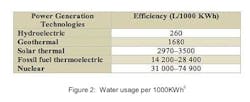
First, there are losses during generation and distribution of electricity. A good rule of thumb is that for each watt of electricity used, three watts must be produced (when examining the reference, remember that a watt is one joule passing a reference point in a second.). The next step is to understand how much water is used per unit of energy consumed. Figure 2 indicates how much water is required to produce 1 megawatt-hour (MWh) (or 1,000 kilowatt-hours) of electricity. Of course, a kilowatt-hour (kWh) is equal to how many thousands of watts flow through a circuit in an hour. To better understand this, let’s look at a sample application.
Let’s assume a wastewater facility’s blower uses 1500 hp of energy. This 1500-hp load equates to 1118.55 kW of electricity. If the load does not change for an hour, we now have 1118.55 kWh of energy used. To get this to the motor, 3,356 kWh has to be generated at the power plant. Let’s assume that the power plant that feeds our wastewater facility uses fossil fuels. This means that it uses between 14,200 and 28,400 liters of water per 1,000 kwh. For our purposes, let’s shoot straight down the center and assume a usage of 21,300 liters. This equates to 71,483 liters of water consumed for one hour of blower usage at the facility.
This example is for a blower, however it holds true for any centrifugal pump fan or blower that could come from a water treatment supplier. This is because of a set of laws, called the affinity laws, which apply for any given set of conditions. Once the centrifugal device’s performance characteristics are discovered for a given speed, then the affinity laws will dictate what occurs at other speeds. The laws say that if you reduce the speed, the flow will drop proportionally, and the power will drop by the cube. This means if you go from 100% speed to 80% speed, you will drop your power usage by 50%. The application on one motor is obvious. But some tricks can be used in multiple motor applications. For instance, if you run two motors at 80% speed, then you get 160% of full flow while consuming the power for one motor at full speed. This is why Variable Frequency Drives (VFDs), such as Schneider Electric’s AltivarTM series, are so popular. These VFDs, however, must be accurately controlled and to do this requires a well-programmed automation system and well-maintained instruments and motors.
So how do you know if the motors and instruments are being maintained properly? One way is by tracking power usage. Power usage should be included in a SCADA system such as one developed from Schneider Electric’s Vijeo Citect SCADA software package. By tracking power usage with process parameters, true power deviations over time can be detected.
Power monitoring systems are not new. But power meters, such as Schneider Electric’s PowerLogic system are usually found in larger pieces of power equipment such as Motor Control Centers and Switchgear. While these meters offer a lot of analytical tools, they may not be cost efficient in small standalone loads. Many water treatment equipment suppliers’ product lines fall within this category.
This does not mean that a small control panel cannot have power monitoring. Schneider Electric has a small power-monitoring device that can monitor power, and provide enhanced protection of your motors. The Schneider Electric TeSys-T motor management system fits into the same area that is used by an overload in a motor starter. With the expansion unit, this motor management system becomes an instantaneous power meter. These instantaneous readings can then be trended in a SCADA system to provide solid power measurements.
For a good example, let’s consider an influent screen with a motor for the screen itself, another motor to break up solids, and another motor to compact the solids. Each motor would monitor power through a motor management device. None of the motors referenced are centrifugal, so the affinity laws don’t apply. But, power savings can still be realized. Normally wear can increase friction, which could result in a power climb over time. If you don’t monitor the power, then you may not realize the machine is operating below peak efficiency.
Other methods can be used to save power. For instance, some of the newer motor starters use less power then their older counterparts. The Schneider Electric TeSys-U NEMA-rated motor starter uses 75% less energy then a traditional motor starter. Part of this is achieved by the use of electronic overload instead of heat generating overloads. Another part is because of low energy consumption of the control circuit. The final part is because the TeSys-T has one set of power contacts, where a traditional motor starter has one set in the starter and another in the circuit breaker. This second set of contacts provides another point of heat dissipation and thus energy loss. These may be smaller losses than attributed to the affinity laws, but when saving energy it does not make sense to be pound smart and penny foolish.
Supplying energy-efficient strategies and devices is a good practice for any Water Treatment Equipment supplier. Not only does this make your solution “greener,” but it might be more attractive to your end customer.
Water treatment suppliers have a tough challenge. Project demands can interfere with the desire to restrain costs. Support can be an issue, especially in a global environment. Supply chain dynamics can make start up unnecessarily challenging and lead to a system that is hard to maintain. Furthermore, counterfeit and cloned components can lead to safety, reliability and liability issues. Finally, an increased awareness of energy usage is in everyone’s best interest. For each of these challenges, however, there are innovative and unique strategies that can be employed. When properly employed, these strategies can help water treatment equipment suppliers be move competitive, more profitable, and more attractive to their customers.