Digester Upgrades Down Under

Coenraad Pretorius is the North America service line leader for wastewater treatment and recycling for GHD in Irvine, California. Pretorius can be reached at [email protected]. Laura Roff is a senior process engineer at GHD in Sydney, Australia. Roff can be reached at [email protected].
undefinedThe Malabar Wastewater Treatment Plant (WWTP) is Sydney Water’s largest. It serves approximately 2.2 million people, treats an average dry weather flow of 124 million gallons per day (mgd), and is designed to receive a maximum wet weather flow of 345 mgd.
The treatment process consists of two-stage screening, grit removal and primary sedimentation, followed by discharge via deep ocean outfall. Solids are stabilized via anaerobic digestion with dewatered biosolids beneficially reused. Biogas is used in cogeneration to provide digester heating and electricity.
The Malabar WWTP Process, Reliability and Renewal (PARR) Project was commissioned to address reliability issues and renewal upgrades required at the plant, and in particular, to improve the biosolids product quality (see Figure 2, page 25 for a view of the pre-upgrade biosolids quality).
Malabar PARR was delivered through the so-called 4Malabar Alliance between Sydney Water, GHD, John Holland and United Group Limited, with GHD delivering the majority of design for the alliance. Work started in 2014 and reached practical completion in May 2020. The total capital expense value of the upgrade was $80 million (AU$105 million).
The project involved the upgrade of nearly all unit processes. This article will focus on the digester upgrades, as well as the impact of these upgrades on the biosolids quality.
Anaerobic Digestion Thickening & Solids Retention Time
Sydney Water looked to increase the solids retention time (SRT) in the anaerobic digesters to 30 days or higher to reduce odors and selected recuperative thickening as a strategy for achieving the higher SRT without constructing additional digesters. Recuperative thickening involves mechanical thickening of a stream drawn from the anaerobic digester.
Figure 3 shows the process flow diagram for recuperative thickening in the two-stage digestion process used at the Malabar WWTP. This arrangement results in a digestion process configured such that a sludge recycle stream is continuously drawn from the secondary digester, thickened, with the return mass flow split evenly between the primary digesters.
Recuperative thickening allows the SRT and hydraulic retention time to be decoupled, thus enabling the digestion process to be intensified. The design of the recuperative thickening system was optimized by developing two process models, BioWin and IWA ADM1. During model calibration, GHD found that the hydrolysis rate constants in both models had to be increased significantly. The two calibrated models showed good agreement in terms of future thickened sludge return flow, biogas production and volatile solids destruction.
The combined savings due to the optimized design were valued at a net present value of $5.8 million (AU$7.7 million) over the course of 15 years.

The Impact of Viscosity
Successful implementation of recuperative thickening requires careful consideration of the impact of thickening the digester solids on sludge rheology. This in turn determines how various equipment associated with digestion, such as heat exchangers, mixers and pumps are affected by recuperative thickening.
These challenges were addressed by determining site-specific rheological properties. Wastewater sludge is a non-Newtonian fluid, so that apparent viscosity is a function of the shear rate applied. The shear stress at various shear rates and at several different solids concentrations was measured in the laboratory. This showed the best correlation to fit the actual rheological data was the Herschel-Bulkley correlation and allowed accurate estimates for the future impacts of thickened sludge to be made. The approach was validated by measuring the head loss in the primary sludge pipeline: the measured head loss was about 1% above the predicted value, confirming the value of the approach.

Digester Upgrades
The anaerobic digester system consists of three active, heated and mixed digesters and one inactive storage digester. Primary sludge is batch fed to the two operating primary digesters, initially, then transferred to the secondary digester then stored prior to dewatering.
The objective of the upgrade was to produce well-stabilized, low-odor-potential biosolids and maximize the production of biogas, which is used to generate electricity and heat digesters. This objective requires the digesters to be well-mixed at an average temperature of 37ºC with a system average SRT of 30 days. To optimize the operation of the digesters, upgrades to the system included the following process equipment:
- Three rotary drum thickeners installed in duty/duty/standby configuration;
- A 1,700 kW primary sludge heat exchanger;
- Cleaning and internal refurbishment of each digester; an
- New digester mixing systems.
Digester Mixing System
Prior to the PARR upgrade, the digesters were mixed with a gas lance mixing system. Computational fluid dynamics (CFD) modeling was undertaken to understand the effectiveness of the digester mixing system and to justify the proposed system replacement. The outcomes of this modeling demonstrated that the existing system was ineffective and allowed the settling of grit.
A non-routine sludge sampling program was undertaken during commissioning of a mechanical mixer to assess the mixing efficacy of the system. Sludge samples were collected at three heights within the digester via external sludge pipe work that is a feature of the deep cone digester design. Each sample was analyzed for total solids content and fixed solids content (fixed solids providing an approximation of grit content of the sludge).
The results indicated that consistent total solids and fixed solids concentrations are achieved across the digester. This confirms that the mechanical mixers are effective at maintaining homogenous sludge solids concentrations across the digesters and the mixing is effective at keeping grit particles in suspension. This allows the grit to be removed from the digesters with the digested sludge and therefore the accumulated grit mass will be significantly reduced between digester clean outs.
Digester SRT
The recuperative thickening system connects to each active digester to draw digested sludge from the digester at 3 to 4.5% total solids (TS) and return thickened sludge in the order of 6 to 10% TS. After the refurbishment of two digesters, an average SRT of 30 days was achieved with only two digesters online. This compares with the previous SRT of 10 to 12 days with all three digesters online. The biogas production has also improved markedly since the refurbishment and is an indicator of the improved sludge stabilization. A summary of the biogas production is shown in Figure 4. Analysis of operating data suggests the average biogas production for an active digester increased 50% when comparing the un-refurbished digester to a fully refurbished digester.
A new flow meter was installed on the refurbished digester so the comparison of the absolute values of biogas production in the un-refurbished digester and refurbished digester may not accurately reflect the change in biogas flow. Nonetheless, a significant increase in biogas production was achieved given the observed increases in SRT and the efficacy of the new digester mixing systems.

Cake Odor Potential
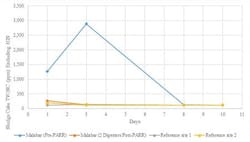
Preliminary analysis of the cake odor potential highlights the improvement in the biosolids product as indicated by results of biosolids cake total volatile organic sulphur compounds (TVOSC) analysis. TVOSC is commonly used as a surrogate for the biosolids odor potential. TVOSC sampling is undertaken during a 10-day period and measures the concentration of odorants in the head space above the biosolids sample.
Figure 5 shows that post-PARR results demonstrate the cake odor potential is now achieving the second highest quality ranking for biosolids product quality, based on Sydney Water’s grading system, and is among the highest ranked biosolids produced from WWTPs operated by Sydney Water.
Furthermore, thanks to the new belt conveyor system, a visual improvement in consistency of the final product can be seen by comparing the biosolids stockpile shown in Figure 2, page 25 (pre-PARR upgrade) with that shown in Figure 6 (post-PARR cake), even though the cake solids concentration has not changed.

Conclusion
The combined impact of the improved digestion and handling has resulted in a significant improvement in the quality of the final biosolids product trucked from site. The digester SRT was increased almost three-fold without the construction of additional digester volume.
The improved quality provides significant environmental benefits through a reduction in biosolids odor at the point of application to land. The improved quality also provides greater certainty that Sydney Water’s current beneficial reuse pathway can be maintained in future; an outcome that delivers significant sustainability and financial benefits.