How To Make Proper HDPE Electrofusion Joints
Camille George Rubeiz, P.E., F. ASCE, is co-chair of HDPE Municipal Advisory Board and senior director of engineering for the municipal and industrial division of Plastics Pipe Institute Inc. Rubeiz can be reached at [email protected].
undefinedHigh density polyethylene (HDPE) pipe has been used for municipal and industrial water applications for about 50 years. HDPE’s heat-fused joints create a leak-free, self-restraint, monolithic pipe structure. The fused joint will eliminate infiltration into the pipe and exfiltration into the environment. HDPE pipe has other benefits, including chemical, abrasion, fatigue, seismic and corrosion resistance, and is designed for water and wastewater applications meeting the latest AWWA C906 and ASTM F714 standards.
Heat fusion can be used to join sections of HDPE pipe, including high-performing PE4710 pipe, while electrofusion is used to add couplings, tapping tees, branch saddles and other fittings. Proven to be a reliable joining system, an electrofusion joint is heated internally, either by a conductor at the interface of the joint or by a conductive polymer. Heat is created as an electric current is applied to the conductive material in the fitting.

Typical Electrofusion Joint
All heat fusion joining methods require that there is no water flowing or standing in the pipe that can reach the fusion surfaces. Dewatering of the site may be required to prevent groundwater from reaching the fusion and contaminating the surfaces to be joined.
In repair or cut-in situations, flowing water in the pipe may be present due to leakage of valves. Flowing water in contact with the fusion surfaces during the assembly or fusion cycle must be avoided as it can cause voids as the moisture turns into expanding steam during the fusion process. Polyethylene squeeze-off tools can be used to control the flow of water in cases where a valve is not present or will not shut off completely. Refer to ASTM F1041 for guidance.
Some practical temporary methods for stemming water flow and avoiding the need to disinfect the line are the use of organic absorbent materials, such as bread, which can be flushed from the system at downstream hydrants.
Dry ice placed in the pipe upstream of the fusion location temporarily will freeze small amounts of flowing water until the fusion process can be completed. In smaller diameter pipes inflated latex balloons also provide good temporary stoppage of trickling water. The balloon will burst during pressure testing and can be flushed from the system at a downstream outlet.
Electrofusion fittings can be installed in ambient temperatures as recommended by the manufacturer. A typical qualified temperature range for installation is 14°F minimum to 113°F maximum. Some manufacturers have lower and/or higher temperature limits and will state their qualified range in the technical specifications. Contact the fitting manufacturer to verify.
Improper pipe preparation is the leading cause of unsuccessful electrofusion joint attempts because the installer may not completely understand the goal of pipe scraping, which is to remove a thin layer of the outer pipe surface to expose clean virgin material beneath.
Pipe surfaces exhibit surface oxidation from the extrusion process, transportation and outdoor exposure. Surface oxidation is a normal chemical reaction that results in a physical change to the molecular structure of the polymer chains on the pipe surface. Oxidation acts as a physical barrier, therefore, those surfaces cannot be heat-fused. Simply roughing the pipe surface is not sufficient enough. In order to achieve fusion, this layer must be removed. Even new pipe must be properly scraped before a fusion will be successful.
The outer oxidation layer on a pipe surface is thin. It does not increase in depth of more than a few thousandths of an inch, even over long periods of exposure. Regardless of the amount of time the pipe has been stored before scraping, the scraping depth requirement is the same. An adequate minimum amount of material that must be removed is just seven one-thousandths of an inch (.007 in.)–approximately the same thickness as two sheets of paper.
A visual indicator can be helpful to ensure that the entire surface has been scraped, and that an adequate amount has been removed. Marking the pipe surface with a permanent marker is a simple and effective way.
Sand paper, emory cloth or other abrasives should never be used to prepare a pipe surface for electrofusion. Abrasives have been proven to be ineffective for electrofusion because they do not adequately remove material. They can redistribute contaminates on the surfaces, and they also can leave behind a grit residue that forms another barrier that will prevent fusion.
The only tools used for surface preparation are those that are specifically designed for electrofusion scraping and peeling, which can peel the pipe surface to a controlled depth. Tools with serrated blades also are available. These tools physically scrape the pipe surface by pulling the serrated blade across the pipe in a perpendicular position. Serrated blades sometimes mask the pipe surface by leaving behind score marks that make it difficult to tell if all of the original surface material has been removed.
Types of scrapers that are not recommended are hand scrapers such as wood rasps and metal files. Using these will result in inconsistent surface preparation and difficulty in mastering skills required for uniform surface preparation.
No matter what type of tool is used, it is recommended that witness marks be made on the pipe surface prior to scraping with a permanent marker, such as a Sharpie marker or another brand that dries fast and contains no oils. Markers that dry slowly or contain oils that can spread onto the fusion surface should not be used. Any marking that remains after scraping is evidence that areas were missed or that more scraping is required.
Scraping Measurement
Avoid all possible recontamination of the prepared surface. This includes handling or touching the scraped pipe surface or the inside of the coupling as body oils and other contaminates that can affect fusion joint performance. If the surfaces become contaminated, clean thoroughly with a clean, lint-free towel and a minimum 96% concentration of isopropyl alcohol and allow to dry before assembling. Do not use alcohol with any additives other than water.
Gouges that are deeper than the scrape depth may require extra attention when scraping the pipe to ensure that any debris or contaminates embedded in the gouges are removed; use of a hand tool to scrape the gouge may be necessary. If the gouge exceeds 10% of the pipe wall thickness, that pipe section should be cut out and replaced to maintain the maximum pressure rating of the pipe.
Steps for Coupling Electrofusion
- Clean pipe with clean water and cut squarely as much as possible +/- 3 degrees;
- Measure and mark the stab ends on both pipe ends;
- Mark the pipe surface to be scrapped with a criss cross pattern;
- Mount the scraper over the area to be scraped;
- Scrape or peel the pipe to remove the surface layer and expose clean virgin pipe beneath; and
- Inspect the scraped pipe surface thoroughly to ensure that all marks are removed and that only virgin pipe surface is exposed.
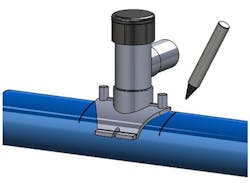
Steps for Saddle Electrofusion
- Mark position of saddle;
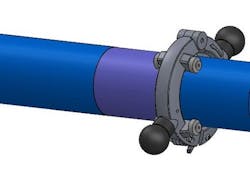
- Mark pipe surface in area to be scraped;
- Scrape or peel the pipe to remove the surface layer and expose clean virgin pipe beneath;
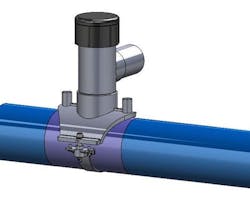
- Inspect the scraped pipe surface thoroughly to ensure that all marks have been removed, and that only virgin pipe surface is exposed;
- Clean surfaces with isopropyl alcohol if necessary, avoid touching cleaned surfaces; and
- Clamp saddle to the scraped pipe using only the clamp provided or recommended by the fitting manufacturer.