Jet Mixing Matters
About the author:
David Dubey, P.E., is product manager for Evoqua Water Technologies. Dubey can be reached at [email protected].
Sustainability at water resource recovery plants depends heavily on anaerobic digestion, the process by which bacteria stabilize sludge and break down waste into biogas. This process in turn depends on four key components: lack of oxygen, a stable temperature (typically 95°F), a steady feed rate and adequate mixing.
While the first three components are commonly found at municipal wastewater treatment facilities, the fourth one, mixing, is not sufficient in many plants. Without adequate mixing, performance is reduced since mixing maximizes reaction rates and increases the amount of biogas produced. It also maintains uniform conditions, such as temperature and pH; and reduces the impact of toxic materials and shock loads. In addition, mixing minimizes the scum layer and maintains active digester volume by minimizing grit accumulation. Inadequate mixing results in poor anaerobic digestion performance, grit buildup in tanks, and suboptimal production of biogas. Mixing matters, as it turns out.
The reason many plants have insufficient mixing capacity is a practice that is common in facility design: using the process’s heating loop to mix the contents of the tank through recirculation, rather than using an active mixing system. While this choice may promise to save money and energy at the outset, it often proves inefficient and costly over the long run, compared to a modern, high-efficiency mixing system. And it rarely produces a well-mixed tank.
What Defines a Well-mixed Tank?
An anaerobic digester is generally considered well-mixed if more than 90% of the volume of the tank is circulating at a velocity greater than 0.1 m/s. At this velocity, the tank contents are homogeneous, allowing for effective volatile solids reduction (VSR). It also enables resuspension of grit present in the tank, preventing grit accumulation that reduces the active volume of the digester over time and increases maintenance costs.
Comparing mixing designs with CFD
Heating-loop mixing can be compared with active hydraulic mixing (in this case Evoqua’s JetMix Vortex Mixing System) through computational fluid dynamics (CFD), demonstrating the significant improvement that hydraulic mixing can make in anaerobic digestion performance. In our simulation, three scenarios were considered for comparison:
- The first scenario is the most common, using the heating loop to mix the digester. For a representative 50-foot diameter tank with a 25-foot sidewall depth, a 4-inch pipe and flowrate of 400 gallons per minute (gpm) was used.
- Second, an Evoqua JetMix Vortex Mixing System was designed and modeled using two Evoqua JetMix nozzles with a flowrate of 750 gpm each. This vortex mixing system has been proven in over 250 installations in the U.S. and around the world. Its benefits are applicable to a wide range of applications ranging from anaerobic digestion and sludge storage tanks to food processing and mining waste.
- Finally, a third scenario was modeled, using a flowrate equal to the system: 1500 gpm through one wall pipe.
Scenario 1: Heating Recirculation Loop
To illustrate the performance of using a heating recirculation loop for mixing, a 4-inch pipe for both discharge and suction was modeled. Figure 1 below shows the volume of the tank that is circulating above 0.1 m/s — the minimum velocity for mixing performance. The active, well-mixed volume (dark blue) is 1.76%, well below the 90% required for a well-mixed tank. This tank will likely experience decreased VSR performance and has the potential to accumulate grit over time, limiting available digester volume and further reducing VSR. While the heating loop is critical to maintaining the proper temperature of anaerobic digestion, it does not adequately mix the tank contents.
Scenario 2: Vortex Mixing System
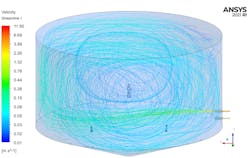
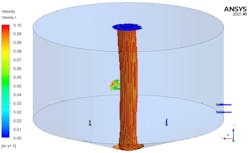
The same tank was modeled with two nozzles with a flowrate of 750 gpm each, a typical design for this digester size. With an increase in flow and the reduced orifice size, the resulting nozzles produced a high velocity plume (green) shown below in Figure 2. The plume entrained additional flow due to the high velocity, further increasing mixing performance.
With a high velocity, the active volume above the minimum well-mixed velocity was nearly 99%, producing a well-mixed tank that is optimized for both VSR and grit resuspension. Areas of low velocity are in the center of the tank, where any settling will occur near the suction piping and grit will therefore be resuspended through the mixing pump.
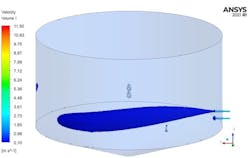
This is best shown in Figure 3, where the areas below the well-mixed velocity level are shown. Suction piping at the bottom of the digester cone ensures that this area does not settle during operation. This tank has optimal mixing conditions for increased VSR and for the resuspension of grit, allowing for the active volume of the digestion to be sustained at a constant level between tank cleanings.
Scenario 3: Heating Loop at JetMix Pumping Rate
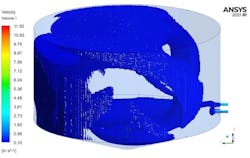
To test whether the system’s high performance is solely due to its higher flowrate, a heating loop was modeled with 8-inch pipe at 1,500 gpm, the same as the JetMix system design. An 8-inch pipe was selected to maintain typical municipal sludge velocities in pipe per the Hydraulic Institute. The pipe was located near the side walls, similar to the first scenario.
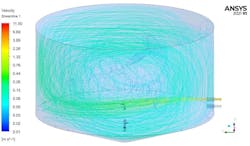
In Figure 4 below, the volume of the tank circulating above the well-mixed velocity is shown (dark blue). An increase in flow does increase mixing performance compared to the base case, resulting in 24% of the tank volume being well mixed. The increased flow also results in a circular mixing path, mixing both the bottom and top parts of the tank, but in an inconsistent way. The mixing performance does not meet the criteria for a well-mixed tank, resulting in suboptimal VSR and potential grit accumulation.
Conclusion
The installation of a properly designed mixing system is critical to the optimization of high rate anaerobic digestion. The mixing system will ensure that greater than 90% of the tank volume circulates at a velocity above 0.1 m/s, required to resuspend grit and to ensure a homogenous solution to support high VSR. Without properly designed nozzles used on the mixing system, neither a heating loop at a typical flowrate — or even a higher flowrate — is sufficient to mix the tank, resulting in reduced performance. The Evoqua JetMix Vortex Mixing System, wen properly installed, has the nozzle design and performance to meet today’s requirements for well-mixed anaerobic digestion.
Upgrading from recirculation to active mixing does increase energy use. Evoqua’s Cyclix digester mixing control system optimizes energy use to minimize cost and energy footprint. With the circular pattern set up in the JetMix system as shown, the tank contents keep moving after the pump is turned off. A study performed recently at an active wastewater plant shows that a JetMix system optimized by a Cyclix control unit reduced total energy usage by 28% compared to a comparable mechanical mixing system. The JetMix system also eliminated nearly $350,000 in annual cleaning costs.
In today’s challenging environment for energy and wastewater management, it is critical to optimize all processes, including anaerobic digestion. As indicated by these CFD scenarios, upgrading from recirculation to active, hydraulic mixing can offer a significant improvement in digester performance, resulting in improved biogas production and reduced maintenance costs over the lifetime of the system.
RELATED: [Video] Computational Fluid Dynamics (CFD) for Water & Wastewater