
About the author:
Microdyn-Nadir US Inc. Mehta can be reached at [email protected].
As global water demand rises and discharge regulations tighten across many industries, water treatment through membrane desalination is becoming increasingly more common. While developments in membrane treatment capabilities continue to allow for more difficult feed water to be purified using membranes, these feed streams can pose a challenge for operators: membrane fouling. Membrane fouling occurs when particulate in the feed stream is deposited onto the membrane surface, leading to permeate flux decline. This translates to increased system downtime for membrane cleaning and more frequent membrane replacements due to shorter lifetime.
To reduce system downtime and increase membrane lifetime on challenging feed waters, companies like Microdyn-Nadir offer low-fouling polymeric brackish-water reverse osmosis (RO) membranes with proprietary membrane chemistry. While most commercially available RO membranes use a polyamide thin-film barrier layer as the final membrane layer, the TRISEP X-20 low-fouling RO membrane has a polyamide-urea barrier layer that exhibits low-fouling properties. This membrane is not only different when compared to standard polyamide RO membranes, but is also differs from most other low-fouling RO membranes on the market today. This is because X-20 uses a custom synthesized monomer in the make-up of the membrane surface, as opposed to a simple treatment or surface coating that is common to most other low-fouling membranes.
Membrane Development & Chemistry
In 1977, John Cadotte developed and patented the first fully aromatic cross-linked polyamide RO membrane. This membrane demonstrated both mechanical and chemical durability and exhibited very high flux and rejection rates. Compared to previous RO membrane designs, such as asymmetric cellulose acetate membranes and early composite RO membranes, the fully aromatic cross-linked polyamide RO membrane marked a major step forward and quickly became the industry-standard for RO desalination.
Nearly all RO membranes commercially available today use the membrane chemistry developed by Cadotte as a basis. While significant improvements to rejection and flux performance have been made over the years, the standard polyamide RO chemistry remains susceptible to irreversible fouling from organic material, scale and particulate matter in the RO feed stream.
After a relentless development effort, X-20 low-fouling RO membrane was commercialized by TriSep Corp. (later acquired by Microdyn-Nadir). This membrane not only achieves 99.5+% NaCl rejection and high permeate flux, but also exhibits low-fouling properties.
While the backbone of X-20 membrane is still a fully aromatic polyamide polymer, the surface chemistry of the membrane is made using a custom synthesized monomer that is quite different from the acid chloride monomer used in standard polyamide RO membranes, thus dubbing it a polyamide-urea membrane layer. Amino functional groups are present on the membrane surface instead of carboxylic acid groups. Within its wide operating pH range, these amino groups on the X-20 membrane surface are neutral, while the carboxylic acid groups on standard polyamide RO membranes are negatively charged. Foulants are significantly less likely to adhere to the neutral X-20 membrane surface than the negatively charged standard polyamide RO membrane surface.
Most membrane manufacturers market low-fouling membranes, however there is a significant difference between X-20 and competitive fouling resistant membranes. Most competitive low-fouling RO membranes are comprised of a standard polyamide polymer that has been treated or surface coated with a secondary chemical - this secondary coating gives these membranes their low-fouling characteristics. In these membranes, there is minimal bonding between the polyamide polymer and the chemical coating. While this coating may temporarily affect the fouling nature of the membrane, there is potential for the coating to be removed due to frequent and aggressive membrane cleaning in high-fouling applications. The X-20 membrane instead obtains its permanent low-fouling characteristics from its fully cross-linked co-polymer backbone composition that cannot be removed over time due to membrane cleaning.
Valencia, Spain – Wastewater Treatment Plant
A major municipality in the community of Valencia, Spain, has been a pioneer in the treatment and reuse of effluents with its wastewater treatment plant. The effluent plant has increased in size over the years, with the incorporation of a tertiary membrane treatment plant.
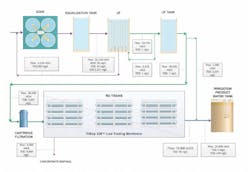
Prior to it, product water conductivities in excess of 2,000 microSiemens per centimeter (µS/cm) affected the reuse objective (crop yields), resulting in diminishing effluent reuse quotas. The objective of the membrane plant is to guarantee a consistent permeate flow and quality suitable for irrigation. Secondary effluent sent to the membrane plant is first fed to an equalization tank and is then treated by ultrafiltration. Following cartridge filters, the RO system purifies and desalinates the water, which then is blended with ultrafiltration (UF) permeate for reuse. Table 1 and Figure 1 show the details of the membrane system.
Design Recovery
78% System (81.7% Overall)
RO Permeate Flow
5.2 mgd (19,500 m³/day)
Blended Permeate Flow
6.5 mgd (24,500 m³/day)
Feed TDS
2,201 mg/L
RO Permeate TDS
34 mg/L
Operating Flux
10.1 gfd (17.2 lmh)
RO Membrane Element Lifetime
11+ Years
Table 1 – Valencia Tertiary Treatment Plant RO System Parameters
The low-fouling membrane elements were selected for the RO treatment system downstream of the UF system. The two-stage RO system operates at a flux of 10.1 gallons per square foot per day (gfd) and a recovery of 78%, with a total permeate flow of 5.2 million gallons per day (mgd). The system consistently produces permeate with a salinity of approximately 34 milligrams per liter (mg/L) and a conductivity of less than 60 µS/cm. The original membrane elements have been in continuous operation for more than 11 years without being replaced.
These elements produce consistent permeate flow and quality with limited cleanings, and the cleanings that are performed are mainly due to seasonal water quality changes. RO membrane elements typically represent 20 to 30% of the RO equipment capital cost. The X-20 elements in this system have lasted more than twice the standard lifetime that architectural and engineering consultants typically account for in RO tertiary treatment plants.
Alicante, Spain – Wastewater Treatment Plant
Increased growth in the region of Alicante, Spain, lead to the implementation of a plan to develop and reuse the region’s water resources. A tertiary treatment facility was constructed at the wastewater treatment plant of a major municipality that incorporates a lamella clarifier, ultrafiltration (UF) membrane system, and an RO system. The treated municipal water from the RO system is blended with UF permeate and used for irrigation water for produce in the l’Alcantí and Medio Vinalopó areas. Table 2 shows the operating parameters for the RO system at this plant.
Parameter
Description
Design Recovery
75% System (83.3% Overall)
RO Permeate Flow
5.9 mgd (22,500 m³/day)
Blended Permeate Flow
6.6 mgd (25,000 m³/day)
Operating Flux
11.1 gfd (18.8 lmh)
Feed Conductivity
2,800 µS/cm
RO Permeate Conductivity
< 100 µS/cm
RO Membrane Element Lifetime
4 Years
Table 2 - Operating Parameters of the Alicante Tertiary Plant RO System

X-20 membrane elements were chosen for this system in part due to reports of solids passage through the UF (fiber breakages), causing RO cartridge filters to require replacement on a frequent basis. Early on, these solids breakthroughs to the RO led to frequent membrane cleaning. Despite these initial pretreatment issues, the X-20 membrane elements recovered flow and operate at 11.1 gfd with 75% recovery and consistently produce permeate with a conductivity less than 100 µS/cm. The surface chemistry of X-20 membrane leads to less overall fouling of the membrane elements and better flow recovery following cleaning. The tertiary treatment plant, including robust desalination with this membrane, continues to provide the region with high quality water for irrigation.
Southeast Spain – Oil Refinery Boiler Water Production Plant
In an effort to increase the processing capacity of crude oil and reduce costs at a major oil refinery in Southeast Spain, the refinery proceeded with an expansion project which included construction of a boiler water production plant. Canal water is mixed with wastewater from the refinery’s effluent plant and undergoes clarification, sand filtration, RO, ion exchange, and polishing for use in the refinery’s boilers. The brine from the initial reverse osmosis system is fed to a brine recovery RO system for additional water recovery. Table 3 shows the system details of the main RO and brine RO system.
|
Reverse Osmosis (RO) System |
Parameter |
Description |
|
Main RO System |
Design Recovery |
75% |
|
RO Permeate Flow |
3.3 mgd (12,600 m³/day) |
|
|
Operating Flux |
11.3 gfd (19.2 LMH) |
|
|
Feed TDS |
1,120 mg/L |
|
|
RO Permeate TDS |
10 – 30 mg/L |
|
|
Brine Recovery RO System |
Design Recovery |
60% |
|
RO Permeate Flow |
0.57 mgd (2,160 m³/day) |
|
|
Operating Flux |
10.9 gfd (18.4 LMH) |
|
|
Feed TDS |
5,800 mg/L |
|
|
RO Permeate TDS |
100 - 130 mg/L |
Table 3 - Operating Parameters of the Boiler Water Plant RO Systems


To select the most effective RO membrane element for use in the RO system, an extensive pilot testing phase was conducted, comparing the salt rejection and permeate flux of multiple manufacturer’s membrane elements. X-20 membrane elements were selected for this system because they showed the best combination of high salt rejection and continuous high permeate flow for the duration of the study, with the least decline in permeate flow over time on the high-fouling feed water.
The main RO system is fed with effluent from the sand filtration step. This system takes the 3.3 mgd feed with a salinity of 1,120 mg/L and recovers 75% of the water with a permeate salinity of 10 to 30 mg/L. The 5,800 mg/L salinity brine from the main RO system is then fed to a second RO system that is able to recover an additional 60% of the brine.
The permeate from the RO systems is sent to ion exchange and further polishing for use in the refinery’s boilers. The consistent high quality permeate from both the main RO system and brine RO system demonstrate the ability of X-20 membrane elements to perform in high-fouling industrial wastewater applications.
Conclusion
The low-fouling RO membrane was developed to solve one of the major pitfalls of standard polyamide RO membranes: susceptibility to irreversible fouling from organic material, scale, and particulate matter in the RO feed stream. While there are many low-fouling membranes that are a standard polyamide membrane with a surface coating available, the low-fouling characteristics of X-20 membrane are different, as they come from the fully cross-linked co-polymer backbone composition that cannot be washed away from aggressive cleaning.
This membrane has showed success treating high-fouling wastewaters at the Valencia WWTP, the Alicante WWTP, the refinery in southeast Spain, and other locations. These membrane elements are in operation across the world in RO systems ranging in size from one to thousands of membrane elements. The considerable operational savings from greater uptime and lower replacement costs due to the durability of X-20 membrane elements make them an excellent choice for both municipal and industrial wastewater treatment applications.