
About the author:
Bryan Bister is CEO for Voltea. Brister can be reached at [email protected].
The water industry is changing due to scarcity issues and new regulations, and consequently, many commercial and industrial applications that depend on water for operations are having to adapt.
Water is a hidden expense of industrial sites and can contribute significantly to operational costs. Many applications within the industrial sector rely heavily on water for their daily operations, and businesses are greatly affected by these changes.
Cooling towers are among the heaviest users of water in industrial and commercial applications, and most businesses and operators do not realize how important high-quality water is to protecting these valuable pieces of equipment.
Controlling Scaling & Corrosion
Cooling towers are used to reject heat through the natural process of evaporation, providing cooled water across a broad range of applications. The water contains natural ions such as calcium, bicarbonate, chloride and sulfate. The water remaining in the cooling tower becomes concentrated with these dissolved solids that often lead to scaling and corrosion. This buildup can affect overall performance and even shorten the life span of equipment.
Traditional methods of scale and corrosion control involve dosing chemicals and blowdown—the act of discharging water at a high total dissolved solids (TDS) level. This operation results in high volumes of water and chemicals being discharged back into the environment. The discharge of this water will require permitting to meet local municipal regulations if the effluent is being emitted into the environment or some other locally sourced water system.
The quality of the water introduced to the cooling tower system is key to the efficiency of this process and the frequency of preventive maintenance intervals.
Steel Mill Faces High Costs & Environmental Regulations
A steel mill located in Lorain, Ohio, recently installed a new gasification system on site at its 600-acre facility along the Black River, which required the use of a cooling tower for operation. The problem was that this cooling tower was not able to be fed by municipal feed water due to the extreme distance of the main water line from the gasification system.
The quoted cost to this mill to build a water pipe connecting city mains to the new cooling tower and gasification system was in excess of $1.2 million. The mill decided to consider other options.
Given the location of the steel mill, the local Black River became the only feasible water source for the cooling needs of this new gasification system. Raw river water from the Black River would require additional treatment before it could be suitable as a feed water source to the cooling tower.
Producing Quality Water With Electro-Deionization
Traditional water treatment methods were investigated as options for the treatment of the river water, but they required expensive pretreatment and unavoidable ongoing high operating expenses due to the heavy level of treatment needed. The chemicals required to keep this equipment operational necessitated special environmental permitting from the Ohio EPA.
Voltea’s Membrane Capacitive Deionization (CapDI) was examined as a possible treatment option for the river water, and it was a particularly attractive solution due to the relatively simple pretreatment requirements, as well as the fact that no special permitting was necessary because the technology does not use chemicals to operate.
CapDI removes TDS from water sources with minimal pretreatment requirements. It eliminates dissolved salts and other minerals via direct current, or electro-deionization, where oppositely charged salt ions are attracted to electrodes, leaving pure water flowing out of the cells in a two-step process of purification and regeneration.
This technology’s “tunability” feature is a major difference between it and traditional systems. This means customers can choose the level of dissolved salts removed—salt removal is, thus, “tunable.” Not all applications require the same removal rate, which eliminates any remineralization needed from using traditional desalination and softening technologies.

The steel mill selected CapDI because it required minimal pretreatment with low expected energy consumption, minimal intervention and no special permitting. The forecasted operational costs included with the assessment were lower than any of the traditional desalination technologies evaluated.
The customer’s need for high-quality water (the lowest controlled TDS level) led to the selection and use of CapDI to treat river water as the feed source at this location.
Installed at the beginning of the spring season, the CapDI system experienced extreme fluctuations in feed water quality. The spring runoff of road salts from the winter season in the local area resulted in the Black River conductivity varying between 400 and 1,400 μS/cm, corresponding to 23 to 180 ppm chlorides with turbidity spiking up to 800 NTU.
This type of fluctuation in feed water conductivity is common in areas of extreme winter weather. This occurs in areas without cold winter temperatures simply due to seasonal differences in rainfall that can concentrate or dilute salinity levels in surface waters such as rivers. Finding a water treatment system that can self-adjust to these naturally occurring fluctuations can be a challenge.
Despite the seasonal fluctuations in feed water quality, the CapDI system operated with only a simple conventional multimedia filtration. The filtration requirements for comparable traditional desalination technologies would have been eight times the cost of the simple filtration Voltea’s system required.
Producing Quality Results
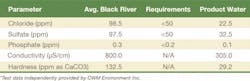
Average chloride, sulfate and phosphate levels in the Black River feed water were significantly above the targets set by the cooling tower manufacturer. Desalination of the river water was thus required to make it suitable as a feed source to the cooling tower. The CapDI system was set to a fixed ion removal rate to meet the water quality salinity requirements needed by the steel mill and cooling tower manufacturer.
Once CapDI was installed, the salinity level of the feed water to the cooling tower met the requirements of the manufacturer:
• Chloride ions in the treated water decreased by 77%;
• The concentration of sulfate and phosphate ions were reduced by 67%; and
• So-called hardness and over-all conductivity were reduced by 78% and 62%.
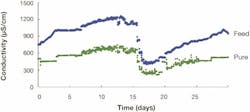
Fig. 1 above represents the average mineral and salinity levels of the Black River, the target levels for each in the cooling tower feed water, and the purified product water from the CapDI system.
Hardness ions are the most critical factor in the scale and corrosion buildup in cooling towers. As these natural ions build up in the cooling tower over time with repeated cycles of evaporation, corrosion and scaling can become problems. Controlling this corrosion and scaling requires the addition of protective chemicals to the cooling tower makeup water. When the water is discharged during blowdown cycles, these chemicals are released and eventually end up in the municipal wastewater treatment plant or environment. CapDI technology does not require the use of chemicals to operate, and by delivering feed water to the cooling tower with a lower salinity level, less chemical is required to protect the tower.
Implementation of dynamic control on the CapDI system improved the overall operation, allowing it to constantly monitor and adjust performance based on real-world fluctuations in water quality. This means constant water quality is delivered in the purified water regardless of variations in the feed water coming into the system.
CapDI systems are equipped with expert remote monitoring and control capabilities, and, once subscribed, customers no longer are required to devote internal resources to monitor their water treatment system.
The Black River, previously deemed unfit for cooling tower applications using traditional desalination technologies, now is a reliable feed water source thanks to the implementation of electro-deionization technology. The chemical-free process enabled the site to discharge the concentrated effluent of the CapDI system directly into the river without having to secure an additional site permit for disposal.