Water Conservation for Fracking

About the author:
Bob McIlvaine is president of the McIlvaine Co. McIlvaine can be reached at 847.784.0012 or [email protected].
The techniques developed in the U.S. to fracture shale for the purpose of extracting oil and gas are the foundation of the success of the U.S. economy in the last decade. Developers have continually reduced costs with new techniques such as horizontal drilling. However, the transport of sand with the correct fracking features from Wisconsin and Minnesota to West Texas has been costly. Manufacturing high-quality sand from the lower-quality resources available in the region is one recently developed cost-reduction technique.
The West Texas Permian Basin is relatively arid. Freshwater supplies are limited. The new fracking sand mining plants in the basin add to the large water demand already caused by the fracking process. One solution for the fracking sites is the use of treated municipal wastewater. Another potentially is the treatment and use of brackish water. Nevertheless, freshwater will remain the main source for the foreseeable future. As a result, conservation is a high priority. Fracking sand plant suppliers have risen to this challenge by designing systems that reuse as much as 98% of the process water needed.
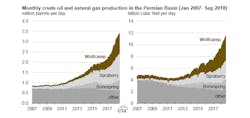
The Permian Basin is responsible for much of the U.S. growth in oil and gas. Development in the Wolfcamp sector has helped drive overall crude oil and natural gas production growth in the Permian Basin during the past decade. As of September 2018, the Wolfcamp accounted for about 1 million barrels of crude oil per day and 4 billion cu ft of natural gas per day. Crude oil production in the Wolfcamp accounts for nearly one-third of total Permian crude oil production and more than one-third of Permian natural gas production.
Rising productivity in the Wolfcamp, like other attempts in the Permian Basin, has been driven mostly by drilling longer horizontal segments and optimizing completions. The length of the horizontal segments, or laterals, in the Wolfcamp increased from an average of 2,500 ln ft in 2005 to more than 8,500 ln ft in 2018. Completion efficiency also has improved, primarily by more effectively using sand, or proppant, during the hydraulic fracturing process, as well as by using zipper fracturing—the completion of two or more wells side by side. These improved techniques require more sand.
Fracking’s water footprint could grow by up to fiftyfold in some regions of the U.S. by the year 2030. The U.S. demand for water management services associated with the acquisition, transport, transfer, storage, flowback, treatment and disposal of water increased by nearly 50% over the last year at a cost of nearly $20 billion. Water management spending for hydraulic fracturing services in the U.S. is expected to total $150 billion over the next decade.
Sand mining plants are tasked with minimizing water use. There were at least five sand mines opened in the Permian by Hi-Crush, Black Mountain Sand and U.S. Silica in 2018, with a proppant supply of 35 billion lb per year. More mines are expected to be opened soon.
These mining plants can be designed to reuse nearly all the water with technology such as filter presses instead of settling ponds. Various treatment chemicals such as flocculants can result in very dry waste solids and little water loss.
Polyacrylamide and poly dimethyl diallyl ammonium chloride (polyDADMAC) are the two most common flocculants—or settling agents—at frac sand mines. Although other types of flocculants are in use, these chemicals currently appear to make up a majority of the flocculant use. Both of these compounds are readily biodegradable. Also, monitoring at frac sand mines in the Midwest indicate that there is no evidence of groundwater contamination associated with either of these compounds.

Black Mountain Sand provides an example of how water use can be minimized at its Permian mines. Two 1-million-gal freshwater holding tanks feed the system in a closed loop to wash and sort sand, which results in a continual source of used turbid water. Instead of routing the used turbid water into settling ponds, the system captures it in a settling tank where solids are concentrated into a mud containing anywhere from 25 to 35% solids.
Next, this mud is pumped at high pressures into filter press membranes where filter presses squeezes water out of the solids. Instead of losing water to evaporation and ground seepage, the system feeds this recovered water back into the holding tanks to be used again and again. The wet sand is stored in a specially designed decant building while awaiting final processing in the dryers. This step helps prevent water evaporation while promoting efficient draining. As water drains from the sand, that water is funneled through a drainage system in the floor directly back into the holding tanks. By promoting better drainage before the drying process, Black Mountain Sand saves energy because the sand requires less energy to be dried. All told, Black Mountain Sand recycles and reuses up to 98% of the water used in its operations.
The challenge for designers of these sand plants is that both the parameters of the incoming sand and the proppant end-use change continually. Water use has to be integrated with the changing production needs.
Bob Carter, president of IAC, a supplier of sand plants for the region, was asked how his company addressed the challenge. Water use can be optimized along with the other plant parameters.
“IAC introduced the concept of optimizing a plant performance including water use minimization at every point in time based on the various control points of a plant,” Carter said. “A given plant may have multiple control points that become a limiting factor to the amount of feed that can be sustained. A plant that is designed to run at 250 [tons per hour (tph)] at a given feed gradation may be limited to 125 tph with heavy clays, 205 tph with excess fines or 180 tph with heavy 40/70. Modeling the effect of each control point allows for the optimal sustained feed rate to be identified for a given area of the mine or mine blend ratio.”
The optimization prevents unplanned shutdowns and minimizes the amount of water wasted due to not operating the wet plant in its optimal state. It is just like a car, Carter said.
“If you push it to high speeds up hill, the miles per gallon of the vehicle drops. If you run a wet plant inefficiently based on its mine reserve, you waste more water than is required,” he said.
IAC introduced a multistep process to achieve an understanding of the various control points and the impact or change each introduces to a sustained operation. The six steps are:
- Characterize each type of optimization—this would include water related processes such as filtering, settling and spill management;
- Operate the plant and gather data compared to original design;
- Model impact of operational parameters, such as feed gradation on control points;
- Develop standard operating procedures around control point optimization;
- Measure and report results and progress at all levels of the organization; and
- Approve capital expenditures around advanced control, retrofit, design modifications, etc., targeted toward specific control point optimization.
American ingenuity has solved the complex problems of extracting hydrocarbons from shale. The conservation of water in arid regions such as the Permian Basin is just one more challenge that is being met by the industry.